
എങ്കിലുംപിവിസിലോകത്തിലെ ഏറ്റവും സാധാരണമായ നോൺ-മെറ്റാലിക് പൈപ്പാണ് PPR (പോളിപ്രൊഫൈലിൻ റാൻഡം കോപോളിമർ), ലോകത്തിന്റെ മറ്റു പല ഭാഗങ്ങളിലും സാധാരണ പൈപ്പ് മെറ്റീരിയലാണ് PPR (പോളിപ്രൊഫൈലിൻ റാൻഡം കോപോളിമർ). PPR ജോയിന്റ് PVC സിമന്റ് അല്ല, മറിച്ച് ഒരു പ്രത്യേക ഫ്യൂഷൻ ഉപകരണം ഉപയോഗിച്ച് ചൂടാക്കി അടിസ്ഥാനപരമായി മൊത്തത്തിൽ ഉരുകുന്നു. ശരിയായ ഉപകരണങ്ങൾ ഉപയോഗിച്ച് ശരിയായി സൃഷ്ടിച്ചാൽ, PPR ജോയിന്റ് ഒരിക്കലും ചോർന്നൊലിക്കില്ല.
ഫ്യൂഷൻ ഉപകരണം ചൂടാക്കി പൈപ്പ്ലൈൻ തയ്യാറാക്കുക.
1
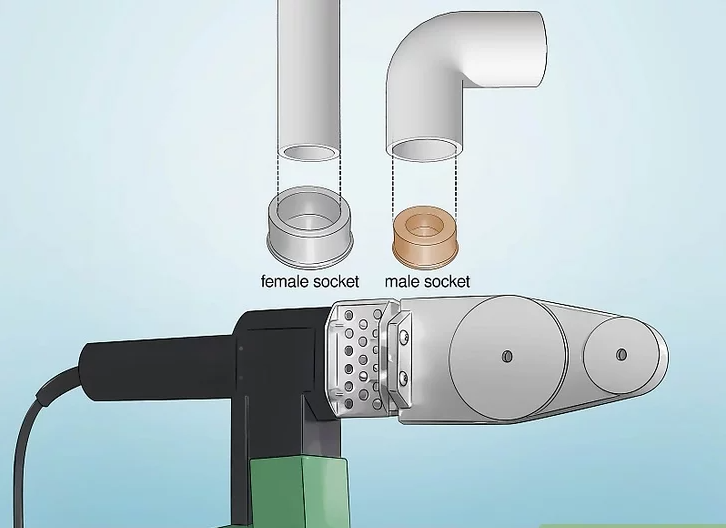
ഫ്യൂഷൻ ടൂളിൽ അനുയോജ്യമായ വലിപ്പത്തിലുള്ള ഒരു സോക്കറ്റ് സ്ഥാപിക്കുക. മിക്കതുംപിപിആർവെൽഡിംഗ് ഉപകരണങ്ങൾ വിവിധ വലുപ്പത്തിലുള്ള പുരുഷ, സ്ത്രീ സോക്കറ്റുകളുമായി വരുന്നു, അവ സാധാരണ PPR പൈപ്പ് വ്യാസങ്ങൾക്ക് സമാനമാണ്. അതിനാൽ, നിങ്ങൾ 50 mm (2.0 ഇഞ്ച്) വ്യാസമുള്ള PPR പൈപ്പ് ഉപയോഗിക്കുകയാണെങ്കിൽ, 50 mm അടയാളപ്പെടുത്തിയ ജോഡി സ്ലീവുകൾ തിരഞ്ഞെടുക്കുക.
കൈയിൽ പിടിക്കുന്ന ഫ്യൂഷൻ ഉപകരണങ്ങൾ സാധാരണയായി കൈകാര്യം ചെയ്യാൻ കഴിയുന്നത്പിപിആർ16 മുതൽ 63 മില്ലിമീറ്റർ വരെ (0.63 മുതൽ 2.48 ഇഞ്ച് വരെ) പൈപ്പുകൾ, ബെഞ്ച് മോഡലുകൾക്ക് കുറഞ്ഞത് 110 മില്ലിമീറ്റർ (4.3 ഇഞ്ച്) പൈപ്പുകൾ കൈകാര്യം ചെയ്യാൻ കഴിയും.
50 യുഎസ് ഡോളർ മുതൽ 500 യുഎസ് ഡോളറിൽ കൂടുതൽ വിലയുള്ള വിവിധ മോഡലുകൾ ഉള്ള PPR ഫ്യൂഷൻ ടൂളുകൾ നിങ്ങൾക്ക് ഓൺലൈനിൽ കണ്ടെത്താൻ കഴിയും.
2
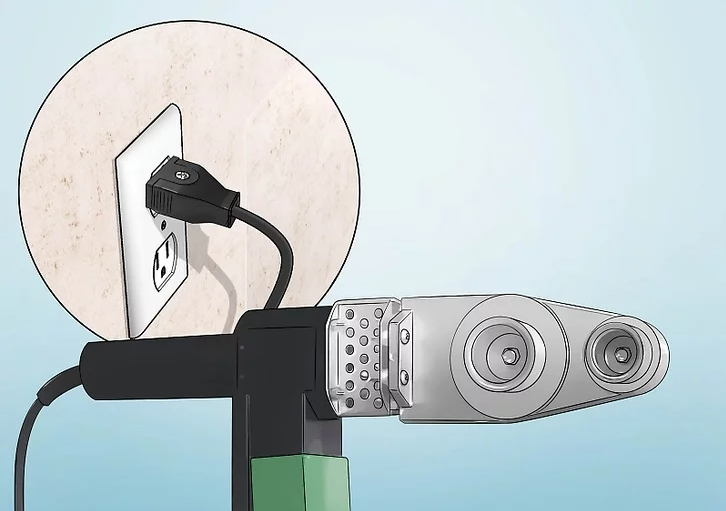
സോക്കറ്റ് ചൂടാക്കാൻ തുടങ്ങുന്നതിന് ഫ്യൂഷൻ ടൂൾ ഇടുക. മിക്ക ഫ്യൂഷൻ ടൂളുകളും ഒരു സ്റ്റാൻഡേർഡ് 110v സോക്കറ്റിലേക്ക് പ്ലഗ് ചെയ്യും. ടൂൾ ഉടൻ തന്നെ ചൂടാക്കാൻ തുടങ്ങും, അല്ലെങ്കിൽ നിങ്ങൾ പവർ സ്വിച്ച് ഓണാക്കേണ്ടി വന്നേക്കാം. മോഡലുകൾ വ്യത്യാസപ്പെടാം, പക്ഷേ സോക്കറ്റ് ആവശ്യമായ താപനിലയിലേക്ക് ചൂടാക്കാൻ ടൂളിന് കുറച്ച് മിനിറ്റ് എടുത്തേക്കാം. [3]
തെർമൽ ഫ്യൂഷൻ ഉപകരണം ഉപയോഗിക്കുമ്പോൾ വളരെ ശ്രദ്ധാലുവായിരിക്കുക, കൂടാതെ അത് പ്രവർത്തിക്കുന്നുണ്ടെന്നും ചൂടുള്ളതാണെന്നും പ്രദേശത്തുള്ള എല്ലാവർക്കും അറിയാമെന്ന് ഉറപ്പാക്കുക. സോക്കറ്റിന്റെ താപനില 250 °C (482 °F) കവിയുന്നു, ഇത് ഗുരുതരമായ പൊള്ളലേറ്റേക്കാം.
3
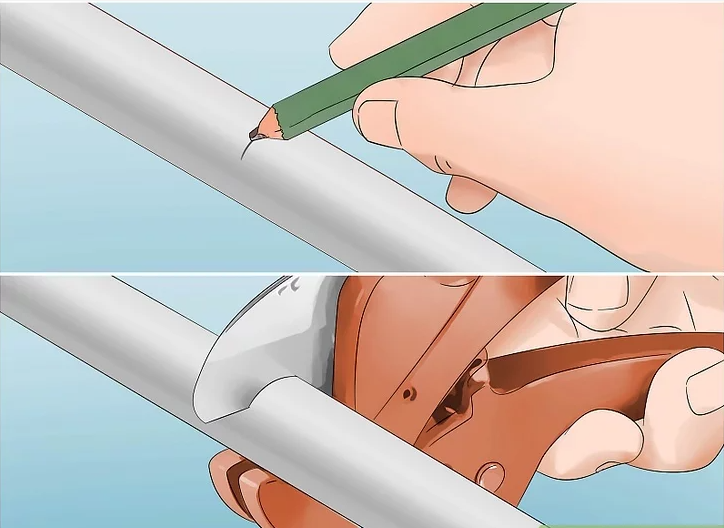
മിനുസമാർന്നതും വൃത്തിയുള്ളതുമായ ഒരു കട്ട് ഉപയോഗിച്ച് പൈപ്പ് നീളത്തിൽ മുറിക്കുക. ഫ്യൂഷൻ ഉപകരണം ചൂടാക്കുമ്പോൾ, ഷാഫ്റ്റിന് ലംബമായി ഒരു ക്ലീൻ കട്ട് ലഭിക്കുന്നതിന് പൈപ്പ് അടയാളപ്പെടുത്താനും ആവശ്യമായ നീളത്തിൽ മുറിക്കാനും ഫലപ്രദമായ ഒരു ഉപകരണം ഉപയോഗിക്കുക. പല ഫ്യൂഷൻ ഉപകരണ സെറ്റുകളിലും ട്രിഗർ അല്ലെങ്കിൽ ക്ലാമ്പ് പൈപ്പ് കട്ടറുകൾ സജ്ജീകരിച്ചിരിക്കുന്നു. നിർദ്ദേശങ്ങൾക്കനുസൃതമായി ഉപയോഗിക്കുമ്പോൾ, ഇവ PPR-ൽ മിനുസമാർന്നതും ഏകീകൃതവുമായ കട്ട് ഉണ്ടാക്കും, ഇത് ഫ്യൂഷൻ വെൽഡിങ്ങിന് വളരെ അനുയോജ്യമാണ്. [4]
PPR പൈപ്പുകൾ വിവിധ ഹാൻഡ് സോകൾ, ഇലക്ട്രിക് സോകൾ അല്ലെങ്കിൽ വീൽഡ് പൈപ്പ് കട്ടറുകൾ എന്നിവ ഉപയോഗിച്ചും മുറിക്കാം. എന്നിരുന്നാലും, മുറിക്കൽ കഴിയുന്നത്ര മിനുസമാർന്നതും തുല്യവുമാണെന്ന് ഉറപ്പാക്കുക, കൂടാതെ എല്ലാ ബർറുകളും നീക്കം ചെയ്യാൻ നേർത്ത സാൻഡ്പേപ്പർ ഉപയോഗിക്കുക.
4
ഒരു തുണിയും ശുപാർശ ചെയ്യുന്ന ക്ലീനറും ഉപയോഗിച്ച് PPR ഘടകങ്ങൾ വൃത്തിയാക്കുക. നിങ്ങളുടെ ഫ്യൂഷൻ ടൂൾ കിറ്റ് PPR ട്യൂബിംഗിനായി ഒരു പ്രത്യേക ക്ലീനർ ശുപാർശ ചെയ്യുകയോ ഉൾപ്പെടുത്തുകയോ ചെയ്തേക്കാം. പൈപ്പിന്റെ പുറത്തും ബന്ധിപ്പിക്കേണ്ട ഫിറ്റിംഗുകൾക്കുള്ളിലും ഈ ക്ലീനർ ഉപയോഗിക്കുന്നതിനുള്ള നിർദ്ദേശങ്ങൾ പാലിക്കുക. കഷണങ്ങൾ കുറച്ചുനേരം ഉണങ്ങാൻ അനുവദിക്കുക. [5]
ഏത് തരം ക്ലീനർ ഉപയോഗിക്കണമെന്ന് നിങ്ങൾക്കറിയില്ലെങ്കിൽ, ദയവായി ഫ്യൂഷൻ ടൂളിന്റെ നിർമ്മാതാവിനെ ബന്ധപ്പെടുക.
5
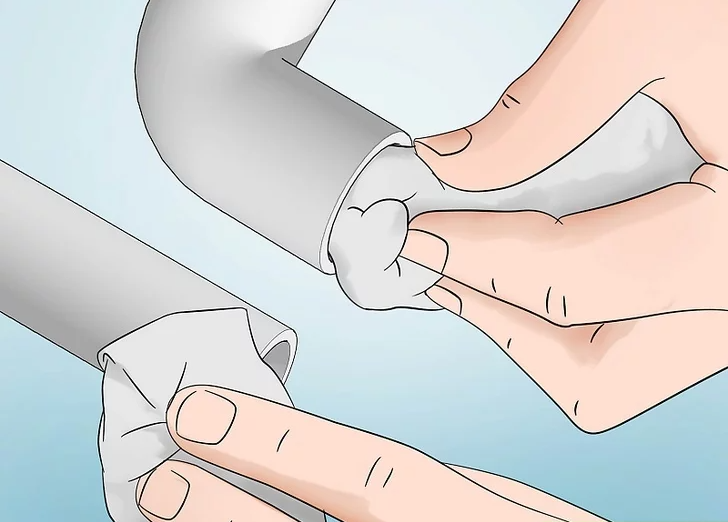
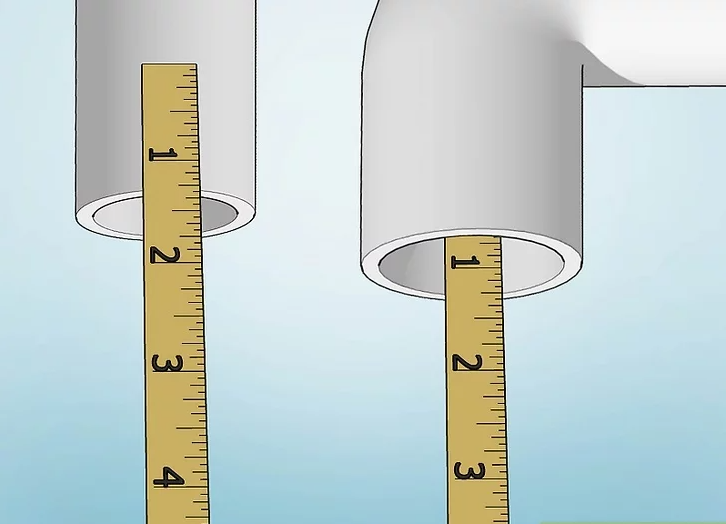
പൈപ്പ് കണക്ഷൻ അറ്റത്ത് വെൽഡിംഗ് ഡെപ്ത് അടയാളപ്പെടുത്തുക. വ്യത്യസ്ത വ്യാസമുള്ള PPR പൈപ്പുകളിൽ ഉചിതമായ വെൽഡ് ഡെപ്ത് അടയാളപ്പെടുത്തുന്നതിനുള്ള ഒരു ടെംപ്ലേറ്റ് നിങ്ങളുടെ ഫ്യൂഷൻ ടൂൾസെറ്റിനൊപ്പം വന്നേക്കാം. അതിനനുസരിച്ച് ട്യൂബ് അടയാളപ്പെടുത്താൻ ഒരു പെൻസിൽ ഉപയോഗിക്കുക.
പകരമായി, നിങ്ങൾ ഉപയോഗിക്കുന്ന ഫിറ്റിംഗിൽ (90-ഡിഗ്രി എൽബോ ഫിറ്റിംഗ് പോലുള്ളവ) ടേപ്പ് അളവ് ഒരു ചെറിയ വരമ്പിൽ തട്ടുന്നതുവരെ തിരുകാവുന്നതാണ്. ഈ ആഴ അളവെടുപ്പിൽ നിന്ന് 1 മില്ലീമീറ്റർ (0.039 ഇഞ്ച്) കുറച്ചുകൊണ്ട് പൈപ്പിലെ വെൽഡ് ഡെപ്ത് ആയി അടയാളപ്പെടുത്തുക.
6
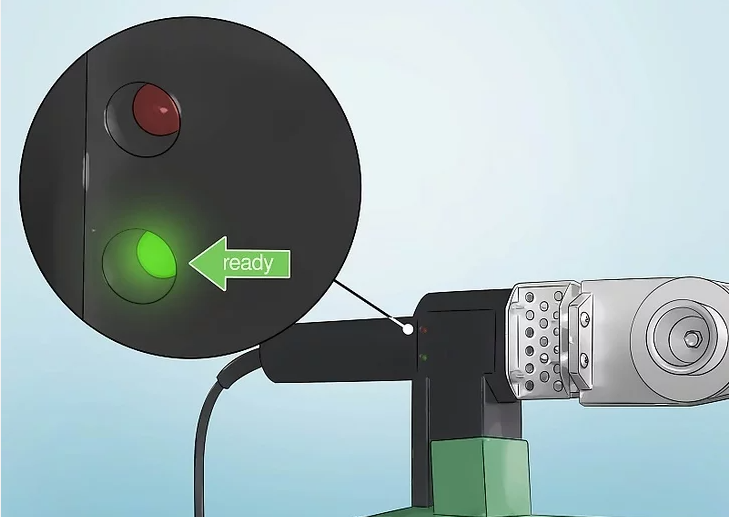
ഫ്യൂഷൻ ഉപകരണം പൂർണ്ണമായും ചൂടാക്കിയിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക. പല ഫ്യൂഷൻ ഉപകരണങ്ങൾക്കും ഉപകരണം ചൂടാക്കുകയും തയ്യാറാകുകയും ചെയ്യുമ്പോൾ നിങ്ങളെ അറിയിക്കുന്ന ഒരു ഡിസ്പ്ലേ ഉണ്ട്. ലക്ഷ്യ താപനില സാധാരണയായി 260 °C (500 °F) ആണ്.
നിങ്ങളുടെ ഫ്യൂഷൻ ഉപകരണത്തിന് താപനില ഡിസ്പ്ലേ ഇല്ലെങ്കിൽ, സോക്കറ്റിലെ താപനില വായിക്കാൻ നിങ്ങൾക്ക് ഒരു പ്രോബ് അല്ലെങ്കിൽ ഇൻഫ്രാറെഡ് തെർമോമീറ്റർ ഉപയോഗിക്കാം.
വെൽഡിംഗ് സപ്ലൈ സ്റ്റോറുകളിൽ നിന്ന് നിങ്ങൾക്ക് താപനില സൂചക ദണ്ഡുകൾ (ഉദാ: ടെമ്പിൽസ്റ്റിക്) വാങ്ങാം. 260 °C (500 °F) ൽ ഉരുകുകയും ഓരോ സോക്കറ്റിലും ഒന്ന് സ്പർശിക്കുകയും ചെയ്യുന്ന മരത്തടികൾ തിരഞ്ഞെടുക്കുക.
പോസ്റ്റ് സമയം: ഡിസംബർ-31-2021





